In the absence of elements in steel that form nitrides when high temperature(Ti, Al, Zr, V), after the formation of?-Fe, nitrogen is released from the solution in the form of inclusions of iron nitrides (Fe2N, Fe4N, Fe8N). This release can last for a long time after cooling and, since it occurs mainly at low temperatures, the released inclusions are dispersed (about 10-3 microns in size). Dispersed inclusions of iron nitrides are located along crystallographic planes and, interfering with the movement of dislocations, cause excessive brittleness of the metal. The consequence of this is a decrease in impact strength and relative contraction, with a simultaneous increase in hardness and strength.
Like the release of iron nitrides, the decrease in impact strength increases with prolonged storage or operation of steel products, reaching a minimum after 20-40 days, which is why the described phenomenon is called aging. Aging can be accelerated artificially if hardened iron or steel is subjected to cold plastic deformation, which increases the rate of decomposition of the solid solution and the release of iron nitrides. As a result of aging, the impact strength can decrease by four to six times, so the tendency to aging is a disadvantage of steel. It is characteristic of low-carbon steel that has not been deoxidized with aluminum or vanadium.
The effect of nitrogen on the mechanical properties of steel is depicted in Figure 3.
Figure 3 - Effect of nitrogen on the mechanical properties of steel
Adding elements to steel that bind nitrogen into nitrides at high temperatures eliminates the tendency of steel to age. Similar elements are the following:
- 1) aluminum, which forms nitrides mainly during solidification and in solid metal up to the temperature of transformation of ?-Fe into ?-Fe;
- 2) vanadium and zirconium, forming nitrides during crystallization;
- 3) titanium, which forms nitrides in liquid steel and during crystallization.
Aluminum has gained the greatest use, and is widely used as a deoxidizer. At ordinary concentrations of nitrogen and aluminum in solid metal, nitrides are formed. However, inclusions of these nitrides, released at a higher temperature, are two to three orders of magnitude larger in size than inclusions of iron nitrides, therefore they do not have such an effect on the movement of dislocations and do not cause aging.
Thus, calm steel, deoxidized by aluminum, is not prone to aging. However, in steel deoxidized with aluminum, a decrease in impact strength can be observed. This is expressed at a high content of nitrogen and aluminum (for example, 0.01% N and 0.2% Al), when an intergranular fracture is formed in the metal, passing along the grain boundaries of primary austenite. The formation of such a fracture is caused by a weakening of the bond between grains as a result of the precipitation of aluminum nitride inclusions along their boundaries, and it indicates a deterioration in the properties of the metal.
To summarize the above, excessive nitrogen content in steel leads to a decrease in yield strength and tensile strength, and it is also a significant cause of aging of low-carbon steels. Steel produced in electric furnaces contains 0.008-0.012% nitrogen. Since nitrogen is a difficult-to-remove impurity, its negative impact can be neutralized by introducing a nitride-forming element to obtain high-strength nitrides. In this case, first of all, an increase in the ductile properties of steels is achieved. However, to reduce the harmful effects of nitrogen to a minimum, it is desirable to obtain steel containing of this element less than 0.004%.
Nitrogen is usually introduced into steel in the form of nitrided ferroalloys (ferrochrome, ferromanganese) containing from 1.5 to 7.0% nitrogen.Maximum nitrogen absorption is about 0.3%. Attempts to obtain steel with a higher nitrogen content led to castings being affected by gas bubbles. In the authors' studies, nitrogen was introduced in the form of manganese nitrogen. The chemical composition of the experimental melts and the amount of gases in the metal are given in Table. 1.
The degree of nitrogen absorption by the metal at a low nitrogen content was about 70% of the input. With an increase in the amount of introduced nitrogen, the degree of assimilation decreases to 55% (m3) and lower.
Alloying with nitrogen gives a slight increase in the yield strength of steel and a decrease in the values of relative elongation and contraction (Table 2).
The nature of the microstructure of steel with an increased amount of nitrogen remained almost unchanged.
Impact strength, determined at standard samples with a notch, at all test temperatures lower than for samples with a normal amount of nitrogen (Fig. 1).
The wear resistance of steel increases by approximately 10-15% with increasing nitrogen content. The loss of metal during the test cycle (70 thousand revolutions with rolling friction with 10% slip, P = 70 kg) is P1 - 1.04 g for melt samples; swimming trunks M1 - 0.81 g and swimming trunks.
When some elements are introduced into steel, for example vanadium, chromium, etc., the solubility of nitrogen in iron increases by to a greater extent than with the introduction of manganese.
Thanks to this, when introduced into steel, in addition to manganese nitride, chromium nitride, containing 9.0% nitrogen, it was possible to retain 57 cm3/100 g of nitrogen in the metal. The degree of “assimilation” of nitrogen by steel is 36%. The surface of the cast samples was not smooth, although the entire volume of metal did not yet have gas shells.
The chemical composition of this group of samples is given in Table. 3.
The simultaneous presence of chromium and nitrogen in manganese steel has a beneficial effect on mechanical properties ah (Table 4) and microstructure. The austenite grain size decreases to No. 4-6.
As follows from the table. 4, nitrogen and chromium in manganese steel very significantly increase the yield strength and tensile strength, without reducing the ductility of the steel.
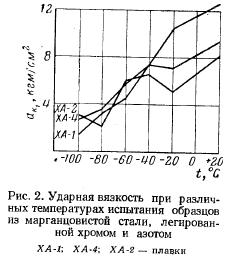
The impact strength at all test temperatures is at the same level as for samples alloyed with nitrogen alone (Fig. 2).
The wear resistance of steel when alloyed together with nitrogen and chromium increased by approximately 15% compared to ordinary manganese steel tested under the same conditions, i.e., it turned out to be no higher than when alloying steel with nitrogen alone.
Based on the results laboratory research At one of the plants, two melts were carried out and experimental cores were cast from manganese steel with nitrogen and chromium additives. The chemical composition of the cores is given in table. 5.
Previously, the metal of smelting No. 1 was deoxidized in the furnace to a content of manganese oxide and iron oxide of 8.1 and 2.0%, respectively. Nitrogen in an amount of 0.043% was introduced into the steel in the form of manganese nitride after precipitation deoxidation of the metal in a ladle with aluminum.
The nitrogen content of the finished core, determined by vacuum melting, was 0.033%. Consequently, nitrogen absorption was approximately 70%. The actual nitrogen content of the steel was probably higher, since analysis carried out by conventional methods always underestimates the results to some extent due to the volatility of manganese and its ability to combine. chemical compounds with gases released from the sample.
The metal of smelting No. 2 in the furnace was alloyed with ferrochrome in addition to manganese before release. After deoxidation in a ladle with aluminum, manganese nitride containing 6.0% nitrogen was added to the steel. From each experimental melt, four cores of the P50 type 1/11 were cast and crosspieces were assembled, which were put into operation on various railways.
On West Siberian railway behind the cores was installed systematic observation, and data from control measurements are submitted annually to the Central Research Institute. There, a control crosspiece with a mass-produced high-manganese steel core was simultaneously monitored, the operating conditions of which were similar to the conditions of the experimental crosspieces.
Numerous operational observations have shown that the core made of high-manganese steel wears out most intensively in a section with a width of 20 mm.
Research has shown that the wear pattern of experimental crosspieces has not changed compared to standard-production crosspieces (the most intense wear was also observed in the first period of operation), but the wear rate turned out to be lower and the service life of the cores increased.
The mass-production control crosspiece went out of service after passing 152.9 million m of moving load through it. This wear resistance is slightly above average. Two experimental crosspieces were removed from the track after 134.2 and 216.8 million tons of cargo were passed through them. The first one was removed not due to wear, but due to a crack in the guardrail. The remaining two crosspieces, one of which passed more than 200 million tons of cargo, are in operation, and monitoring of them continues.
The results of the work showed that experimental cores made of manganese austenitic steel containing an increased amount of nitrogen can pass a larger amount of moving load up to the maximum permissible wear compared to cores made of G13L steel of standard composition.
25.11.2019
Every modern person sooner or later has to decide where to put a computer desk. We evaluate the free space in the apartment and go ahead - select a model...
25.11.2019
The question of where to place carpets in an apartment is no less important than the ability to choose the right carpet. This article will tell you how to do this....
25.11.2019
In every industry where liquid or viscous products are produced: in the pharmaceutical industry, in the cosmetics industry, in the food and chemical sectors - everywhere...
25.11.2019
Today, heated mirrors are a new option that allows you to keep the surface of the mirror clean from hot steam after use. water procedures. Thanks to...
25.11.2019
A barcode is a graphic symbol depicting alternating stripes of black and white or others geometric shapes. It is applied as part of the marking...
25.11.2019
Many owners of country residential estates who want to create the most comfortable atmosphere in their home,...
25.11.2019
In both amateur and professional construction, profile pipes are in great demand. With their help, they are built to withstand heavy loads...
24.11.2019
Safety shoes are part of a worker’s equipment designed to protect feet from cold, high temperatures, chemicals, mechanical damage, electricity, etc...
UDC 669.14.018.8
O.A. Tonysheva1, N.M. Voznesenskaya1
PROMISING HIGH-STRENGTH CORROSION-RESISTANT STEEL, NITROGEN-ALLOYED (COMPARATIVE ANALYSIS)*
Promising high-strength corrosion-resistant steels alloyed with nitrogen, including those with increased nitrogen content, developed in last years at FSUE "VIAM", as well as together with IMET RAS. A.A. Baykova. Mechanical, corrosion and technological properties these steels and their welded joints, as well as methods of their production. The principles of alloying corrosion-resistant nitrogen-containing steels are disclosed; the possibility of increasing their complex of mechanical properties by using high-temperature thermomechanical treatment (HTMT) is shown.
Keywords: corrosion-resistant steels, nitrogen, properties.
The article considers perspective high-strength corrosion-resistant steels alloyed with nitrogen including increased content of nitrogen steels which have developed at FSUE "AN-Russian scientific research institute of aviation materials" and also in conjunction with the institute of Metallurgy and material science in recent years. It is described mechanical and corrosion properties of these steels and their welds and also methods of their production. It is revealed alloying principles of corrosion-resistant nitrogen steels and shown the possibility of increasing of their properties by means of high-temperature thermo-mechanical processing.
Keywords: corrosion-resistant steels, nitrogen, properties.
""Federal State unitary enterprise"All-Russian Research Institute of Aviation Materials" State science Center Russian Federation
Email: [email protected]
* A.B. took part in the work. Shalkevich.
Introduction
Glider of modern aircraft - complex design, the manufacture of power elements of which requires high-tech, well-welded steels with high strength and reliability.
High-strength, corrosion-resistant steels are used to make some aircraft airframe parts. for various purposes as the materials that best meet the required parameters. VNS-5 steels with a maximum of ~1500 MPa, VNS-2 and EP817 with a value of >1225 MPa are widely used as high-strength corrosion-resistant steels for power parts of the airframe and landing gear.
However, achieving a new level of aviation development is only possible if this industry is provided with new materials. The requirements imposed by designers to reduce the weight, dimensions of parts and assemblies lead to the search for ways to increase the strength of corrosion steels while ensuring high reliability characteristics during operation.
In order to increase the service life of products during operation, as well as to find ways to reduce the cost of their production, the task was set to create steels with a level of properties exceeding the level of properties of known commercially used steels.
Promising are corrosion-resistant chromium-nickel steels of martensitic and over-
running classes, alloyed together with carbon and nitrogen and having the best combination mechanical and corrosion properties in comparison with similar carbon-containing steels. Nitrogen, like any interstitial element, increases the strength properties of materials, however, nitrogen-containing steels have rather high plastic properties that are unacceptable for high-strength materials.
Currently, research is being carried out on corrosion-resistant nitrogen-containing chromium-nickel steels of the austenitic class. Compared to nitrogen-free steels, nitrogen-containing steels have increased strength (by 25-35%) while maintaining high ductility values (5>50%, y>70%).
The scope of application of austenitic nitrogen-containing steels is quite wide - this includes transport engineering, shipbuilding, medicine, and the chemical industry.
The positive effect of nitrogen as an alloying element is that it leads to a decrease in the energy of stacking faults, expanding the area of existence of austenite, narrows the area of existence of delta ferrite, which embrittles steel, and also allows reducing the number of elements stabilizing austenite (carbon and nickel ). In addition, nitrogen is the cheapest element used for alloying steels.
Table 1
Comparative mechanical properties of high-strength corrosion-resistant transition-class steels (average values)
VNS-65 (0.18-0.20)/(0.07-0.09) VNS-5 (0.11-0.16)/(0.05-0.10) AM-355 (USA)
aw, MPa 1700 1550 1550
a0.2, MPa 1300 1200 1250
85, % 15-20 18 12
KSU, J/cm2 (g=0.25 mm) 65 90 23
Kb, MPa 145 175 86
MCU (N=2 105 cycle): atach, MPa, at K 1.035 1.7 2.2 970 765 600 450 -
Corrosion under stress at a=980 MPa (KST-35): time to destruction of trasr, year >1 >1 -
table 2
Mechanical properties of high-strength corrosion-resistant martensitic steels VNS-73 and EP817
Properties Property values for steel (carbon/nitrogen content, %)
VNS-73 (0.08-0.12)/(0.05-0.10) EP817 (0.05-0.08)/(-)
aw, MPa >1375 >1225
a0.2, MPa 1200 930
KST, J/cm2 65 70
K1s, MPa 145 175
MCU: atah, MPa (at N=2 105 cycle; K=2.2) 608 490
MPa h.st 1250 1078
MCU: N *, cycle (at amax = 735 MPa) >200 103 (50-80) 103
Corrosion under stress* at a=980 MPa (KST-35): Trasr.sv, months >6 (without destruction) >6 (without destruction)
*Welded joints made by welding ArDES with additive 08Х14Н7КВМ-VI (“КВМ”), without subsequent strengthening heat treatment.
VIAM has carried out work to create a number of high-strength steels containing nitrogen as an alloying element.
High-strength corrosion-resistant nitrogen-containing weldable steel VNS-65 (18Kh13N4K4S2AMZ) belongs to the transition class steels, has a strength of 1700 MPa and at the same time high crack resistance (K1s = 145 MPa -Um) and fatigue resistance (atax = 600 MPa, at ^2-105 cycles; K=2.2). It was possible to obtain such characteristics thanks to alloying with carbon and nitrogen in a given total percentage, as well as silicon and cobalt. The chemical composition of VNS-65 steel is selected so that after strengthening heat treatment the structure consists of 80-85% martensite, 20-15% retained austenite and without delta ferrite. A high complex of mechanical properties allows the use of VNS-65 steel for the manufacture of critical, heavily loaded parts of the airframe and landing gear.
Currently, VNS-65 steel is used in the production of power parts in the fifth generation product T-50 developed by OJSC Sukhoi Design Bureau. VNS-65 steel has no analogues both in Russia and abroad (Table 1).
Heat treatment of welded steel joints helps to level the structure, which is characterized by heterogeneity after welding.
In some cases, carrying out heat treatment complex thin-sheet large-sized welded structures with a large cross-sectional difference are very problematic. To solve this problem, high-strength corrosion-resistant steel VNS-73 (10Х13Н4К4М3С2А) was created, which does not require mandatory heat treatment after welding.
The chemical composition of VNS-73 steel was developed on the basis chemical composition widely used steel EP817 (06Х14Н6Д2МБТ) for similar purposes. Additional alloying of this steel with nitrogen, silicon and cobalt made it possible to obtain a material with more high performance strength and reliability (fatigue crack growth rate and low-cycle fatigue resistance) of both welded and non-welded parts (Table 2). VNS-73 steel is intended for the manufacture of power parts for aircraft that operate for a long time at temperatures from -70 to +200°C in all climatic conditions. VNS-73 steel can be welded well by argon-arc welding (ArDES) with and without an additive; after welding it does not require mandatory heat treatment.
In the above steels of martensitic and austenitic-martensitic classes, the content of nitrogen that can dissolve in a solid solution does not exceed 0.10%. An increase in its quantity
in excess of this figure made it possible to develop steels with new system alloying Cr-Ni-N without expensive and scarce elements - cobalt and molybdenum. In terms of physical and mechanical properties, such steels are not inferior to steels of the traditional alloying system.
One of the steels with a high nitrogen content (0.12-0.13%) is high-strength, corrosion-resistant, economically alloyed steel VNS-74 (05Х16Н5АБ) of the martensitic class, developed at the Federal State Unitary Enterprise "VIAM" together with the IMET RAS. A.A. Baykova for the manufacture of fasteners.
In the mechanical engineering industry for the manufacture of fasteners (bolts, nuts, etc.), including complex shape and small sizes, the cold heading method is used, which makes it possible to produce products that practically do not require subsequent mechanical processing. This method provides parts with quality, reliability and strength by maintaining the correct arrangement of fibers in the parts. In addition, the absence of heating during upsetting allows for more accurate part dimensions and a cleaner surface.
The cold heading process depends on many factors, the main ones being the plasticity of the material being deformed, chemical composition, mechanical properties, and grain size.
Currently, using the cold heading method, it is possible to obtain fasteners from high-strength corrosion-resistant steel SN-2A (07Х16Н6) with sv = 1177 MPa and sr = 686 MPa. VNS-74 steel, developed for the manufacture of upsetting fasteners obtained by cold deformation, has higher strength characteristics (Table 3) and is more technologically advanced.
A study of the mechanical properties of fasteners manufactured at OJSC Normal from VNS-74 steel showed that, with high strength, the parts have high ductility and are not sensitive to a misalignment of 6 degrees. VNS-74 steel is recommended for operation at temperatures from -70 to +200°C in all climatic conditions.
Corrosion-resistant economically alloyed steel VNS-72 (15Kh14N4GAM) has been developed, containing up to 0.14-0.15% nitrogen, which, in addition to high strength parameters (st = 1750 MPa), is distinguished by high ductility, reliability and crack resistance. The steel belongs to the austenitic-martensitic (transitional) class, and is strengthened due to the total content of nitrogen and carbon ~0.30%.
Despite the high nitrogen content, VNS-72 steel is well welded by argon-arc welding with an additive, has satisfactory values of impact strength both at room and at negative temperatures in the “welding + heat treatment” state:
Table 3
Mechanical properties of economically alloyed steel VNS-74 and steel SN-2A
Properties Property values for steel (carbon/nitrogen content, %)
VNS-74 (0.03-0.07)/(0.12-0.14) CH-2A (0.07)/(-)
ov, MPa 1400 1177
a0d, MPa 1200 880
Tsr, MPa 950 686
a_1, MPa (¥=107 cycle) 730 540
at rupture 53900 36554
when cutting 46305 33722
Table 4
Mechanical properties of steels VNS-72, VNS-5 and VNS-43
Properties Property values for steel (carbon/nitrogen content, %)
VNS-72 (0.14-0.16)/(0.14-0.16) VNS-5 (0.11-0.16)/(0.05-0.10) VNS-43 (0. 16-0.21)/(0.04-0.09)
ov, MPa 1750 1470 1570
Оо,2, MPa 1350 1200 1225
KСV, J/cm2 (g=0.25 mm) 80 90 70
SRTU: d//dN, mm/kcycle (at DC=31 MPa L) 0.22 0.30 0.25
Ci, MPa L 145 175 130
MCU: atah, MPa (at AB2-105 cycle; K=2.2) 700 400 500
Rv.st, MPa (ELS+heat treatment) 1600 1400 1600
Table 5
Comparative mechanical properties of nitrogen-containing steel VNS-53PD and steels 12Х18Н10Т and VNS-2 (for pipes)
Properties Property values for steel (carbon/nitrogen content, %)
VNS53-PD (<0,08/0,5) 12Х18Н10Т ВНС-2
ov, MPa 980 600 880
o0.2, MPa 780 280 686
o.1, MPa 400 220 320
Additive 08Х14Н7КВМ-VI -
KSUSCH° " =76.5 J/cm2, KSUSCHV =74 J/cm2
KCVL + I20IА from melting = 95 J/cm2;
Additive VNS-72 -
KSUSCHV " =60 J/cm2, KSUSCH° =50 J/cm2
melting line
VNS-72 steel is intended for the manufacture of power parts of the airframe, landing gear, and fasteners to replace the serially produced steels VNS-5 and VNS-43. Mechanical properties of VNS-72 steel, and
also serial steels VNS-5 and VNS-43 are presented in table. 4.
VNS-72 steel is well deformed in a hot state with a reduction rate of up to 80% without cracking, which allows the use of high-temperature thermomechanical treatment (HTMT) to improve mechanical and corrosion properties due to the formation of a fragmented substructure. When using HTMT, steel at a deformation of 5070% is not sensitive to corrosion cracking in a salt fog chamber (KST-35) - at applied stresses of 980, 880 and 780 MPa, the samples withstand tests without destruction for >1 year. Fragmented sub-
the structure also helps to increase resistance to fatigue failure.
High-strength corrosion-resistant steels, strengthened with carbon and nitrogen, are usually smelted in open induction or arc furnaces followed by electroslag remelting (ESR). Vacuum smelting, as well as subsequent vacuum-arc or electron beam remelting, sharply reduces the nitrogen content in steel.
In steels of the martensitic or austenitic-martensitic class, the solubility of nitrogen without the use of special smelting methods is ~0.10%. However, when alloying steels with elements that increase the solubility of nitrogen (Cr, Mn, etc.), when smelting to an optimal phase composition to obtain the required mechanical properties, the solubility of nitrogen increases - up to 0.15% in transition class steels (steel VNS-72) and up to 0.13% in martensitic steels (VNS-74 steel) to produce dense ingots.
The structure of austenitic steels allows them to be alloyed big amount nitrogen due to the high solubility of its atoms in the u-Fe lattice. In addition, the presence of chromium >12% in corrosion-resistant steels helps to increase nitrogen solubility.
High pressure, incompressibility of the hydraulic fluid, pressure fluctuations - all this places increased demands on pipelines. In this regard, the material for the manufacture of pipelines must have strength and rigidity, high manufacturability, so that it is possible to easily make the necessary bends of the part, and reliably withstand the effects of vibrations (variable loads). The need to reduce the weight of parts and increase the strength and reliability characteristics led to the development of a new material that has an advantage over steels for similar purposes.
Austenitic steel 12Х18Н10Т with a tensile strength >550 MPa, as well as martensitic steel VNS-2 with a tensile strength >880 MPa were used in aviation pipelines. VNS-2 steel after hardening heat treatment consists of martensite, retained austenite and phases precipitated during aging. Due to their high hardness, these phases, as well as non-metallic inclusions present in the steel, are stress concentrators, which in thin-walled pipes can lead to their premature failure.
High-strength corrosion-resistant austenitic steel VNS-53 (08Kh21G11AN6) is characterized by a high nitrogen content (up to 0.5-0.6%) and has a strength of >980 MPa. This steel is developed as a material for thin-walled hydraulic pipelines high pressure aircraft operating in all climatic conditions in contact with aviation hydraulic fluids at temperatures from -70 to +300°C.
In addition to its strength characteristics, VNS-53 steel is superior to analogue steels in terms of endurance while maintaining good ductility and manufacturability (Table 5).
Specified in the table. 5, the complex of mechanical properties of VNS-53 steel is achieved by strengthening the austenitic matrix by alloying simultaneously with carbon and nitrogen for a given sum of these elements. The steel structure does not contain delta ferrite, the formation of which is facilitated by a high chromium content. Reducing the amount of delta ferrite is possible by increasing the nickel content. In VNS-53 steel, the precipitation of delta ferrite is suppressed by nitrogen as an austenite-forming element, which partially replaces nickel.
Conclusion
Strengthening of steels with nitrogen in amounts up to 0.10% is achieved thanks to carbon, nitrogen, as well as other elements such as silicon, cobalt and molybdenum (steels VNS-73, VNS-65).
The smelting of nitrogen-containing high-strength corrosion-resistant steels is carried out in an open induction or arc furnace followed by ESR.
Steels with a high nitrogen content (>0.10%) require special method smelting in furnaces with excess pressure or rational calculation of the chemical and phase composition that promotes the retention of nitrogen in the solid solution.
LITERATURE
1. Kablov E.N. Strategic directions of development
materials and technologies for their processing for the period until 2030 //Aviation materials and technologies. 2012. No. S. pp. 7-17.
2. Kablov E.N. Modern materials- the basis of innovation
national modernization of Russia //Metals of Eurasia. 2012. No. 3. pp. 10-15.
3. Kablov E.N. VIAM. The direction of the main success
ra //Science and life. 2012. No. 6. pp. 14-19.
4. Tonysheva O.A., Voznesenskaya N.M., Eliseev E.A., Shalkevich A.B. New high-strength economically alloyed nitrogen-containing steel increased reliability//Aviation materials and technologies. 2012. No. S. pp. 84-88.
5. Berezovskaya V.V., Kostina M.V., Blinov E.V., Bobro-
va B.E., Bannykh I.O. The influence of heat treatment on the structure of high-nitrogen austenitic corrosion-resistant steels 04Kh22AG17N8M2F and 07Kh20AG9N8MF //Metals. 2009. No. 2. pp. 61-68.
6. Blinov E.V., Khadyev M.S. Study of structure and
mechanical properties of corrosion-resistant high-nitrogen steels 04Kh22AG15N8M2F and 05Kh19AG10N7MBF //Metals. 2009. No. 2. pp. 93-99.
7. Berezovskaya V.V., Bannykh O.A., Kostina M.V., Bli-
nov E.V., Shestakov A.I., Savray R.A. The influence of heat treatment on the structure and properties of high-nitrogen austenitic corrosion-resistant steel 03Kh20AG11N7M2 //Metals. 2010. No. 2. pp. 34-44.
8. Installers Yu.I., Blinov V.M. Structural and
phase transformations of high-nitrogen steel 05Kh20AG10N3MF under thermal influence //Metals. 2012. No. 1. pp. 72-79.
9. Blinov E.V., Terentyev V.F., Prosvirnin D.V., Bli-
nov V.M., Bakunova N.V. Cyclic strength corrosion-resistant austenitic nitrogen-containing steel 05Kh22AG15N8MF under repeated tension conditions //Metals. 2012. No. 1. pp. 80-87.
10. Naumenko V.V., Shlyamnev A.P., Filippov G.A. Nitrogen in austenitic stainless steels various systems alloying //Metallurg. 2011. No. 6. pp. 46-53.
11. Korolev M.L. Nitrogen as an alloying element in steel. M.: Metallurgizdat. 1961. P. 4.
12. High-strength corrosion-resistant steel of the austenitic-martensitic class: patent. 2164546 Ross. Federation; publ. 03/27/2001.
13. Lukin V.I., Banas I.P., Kovalchuk V.G., Golev E.V. Argon-arc welding of high-strength case-hardened steel VNS-63 //Proceedings of VIAM. 2013. No. 8. Art. 01 (viam-works.ru).
14. High-strength corrosion-resistant martensite steel and products made from it: patent. 2291912 Ross. Federation; publ. 11/10/2005.
15. High-strength corrosion-resistant steel: patent. 2318068 Ross. Federation; publ. 11/21/2005.
16. Mokrinsky V.I. Production of bolts by cold die forging. M.: Metallurgy. 1978. 71 p.
17. Misozhnikov V.M., Grinberg M.Ya. Cold heading technology. M.: Mashgiz. 1951. 310 p.
18. High-strength corrosion-resistant steel and products made from it: Pat. 2214474 Ross. Federation; publ. 10/20/2003.
19. Tonysheva O.A., Voznesenskaya N.M., Eliseev E.A., Shalkevich A.B. Study of a new high-strength economically alloyed nitrogen-containing steel of increased reliability // Bulletin of MSTU im. N.E. Bauman. 2011. No.SP2. pp. 17-20.
20. Lukin V.I., Voznesenskaya N.M., Kovalchuk V.G., Golev E.V., Samorukov M.L. Welding of high-strength corrosion-resistant steel VNS-72 //Welding production. 2012. No. 10. pp. 31-35.
21. Tonysheva O.A., Voznesenskaya N.M., Shalkevich A.B., Petrakov A.F. Study of the influence of high-temperature thermomechanical treatment on the structure, technological, mechanical and corrosion properties of high-strength corrosion-resistant transition-class steel with a high nitrogen content // Aviation materials and technologies. 2012. No. 3. pp. 31-36.
22. Panin V.E., Kablov E.N., Pleshanov V.S., Klimenov V.A., Ivanov Yu.F., Pochivalov Yu.I., Kibitkin V.V., Napryushkin A.A. ., Nekhoroshkov O.N., Lukin V.I., Sapozhnikov S.V. The influence of ultrasonic impact treatment on the structure and fatigue resistance of welded joints of high-strength steel VKS-12 // Physical mesomechanics. 2006. T. 9. No. 2. pp. 85-96.
23. Markova E.S., Yakusheva N.A., Pokrovskaya N.G., Shalkevich A.B. Technological features production of maraging steel VKS-180 //Proceedings of VIAM. 2013. No. 7. Art. 01 (viam-works.ru).
24. Shcherbakov A.I., Mosolov A.N., Kalitsev V.A. Restoration of the technology for producing beryllium-containing steel VNS-32-VI //Proceedings of VIAM. 2014. No. 5. Art. 01 (viam-works.ru).
25. Razuvaev E.I., Kapitanenko D.V. The influence of thermomechanical treatment on the structure and properties of austenitic steels // Proceedings of VIAM. 2013. No. 5. Art. 01 (viam-works.ru).
At even higher levels, which can be achieved by adding nitrogen-rich ferrochrome, the steel tends to release nitrogen gas as it solidifies. Therefore, in castings that are completely free of bubbles, the nitrogen content can only be increased to 0.1 - 0.15%. This addition of nitrogen to semi-ferritic chromium steel causes a reduction, and in some circumstances, the complete disappearance of the ferritic structural component. Even in ferritic steels containing about 30% Cr, a partial transformation α→γ can be caused when heated to the appropriate temperature. The consequence of this formation of austenite is a decrease in the tendency for grain growth at high temperatures, which is especially important when welding. In this way, shaped castings from ferritic chromium steel can be obtained with a fine-grained structure.
In hardenable and temperable chromium steels with 15 - 18% Cr, for example in resistant sea water steel with 18% Cr and 0.5 - 2% Ni, you can replace 0.2% N 2 with 2% Ni added for through improvement.
The effect of nitrogen as an alloying element in chromium steels consists, in addition to its effect on the solid solution, in the extraction of chromium from the bulk due to the formation of chromium nitrides.
Nitrogen expands the γ-region and reduces the critical cooling rate, so it can be introduced into austenitic steel as a substitute for other austenite-forming agents, such as nickel. Thus, adding nitrogen to steel with 18% Cr and 8% Ni makes it possible to reduce the Ni content to approximately 4%, if at the same time the nitrogen content is increased to 0.2 - 0.3%. The structure of such alloys, as shown in Figure 12, consists almost entirely of austenite. The same is true for the introduction of nitrogen into chromium-manganese or manganese steel and the corresponding chromium-manganese-nickel alloys.
A remarkable feature of all austenitic alloys with increased nitrogen content is the increase in yield strength, as can be seen from Table 2. The increase in yield strength and tensile strength occurs not only at room temperature, but also at elevated temperatures. The release of nitrides in heat-resistant steels and alloys based on nickel - chromium, cobalt - chromium - nickel, etc. turns out to be especially valuable for the temperature range of 700 - 800 ° C, since in this case the heat resistance of the alloy increases without significant embrittlement.
When alloys with high chromium content are used for high temperature service in nitrogen-rich atmospheres or in high-pressure pure nitrogen, nitrogen absorption occurs surface layer. This absorption of nitrogen during prolonged exposure can lead to such a high nitrogen content in the surface layer that the steel becomes brittle as a result of the formation of hairline cracks (for example, steel with 18% Cr, 10% Ni and 2% Mo).
The high chemical affinity of nitrogen for various elements, such as aluminum, titanium, zirconium and also vanadium, allows the use of nitride particles to refine the structure.
Nitrogen improves the resistance to intergranular corrosion of corrosion-resistant chromium-nickel and, especially, chromium-manganese and ferritic chromium steels.
table 2. Composition and mechanical properties of austenitic chromium-nickel and chromium-manganese steels with nitrogen additive.

To summarize the data on the use of nitrogen as an alloying element, especially in stainless and heat-resistant (scale-resistant) steels, we can say the following: in hardening and improving chromium steel with approximately 15 - 18% Cr, nitrogen increases the ability to improve and can in this respect replace conventional nickel additives in the amount of 0.5 - 2%. In semi-ferritic and ferritic steel containing over 18% Cr, nitrogen leads to the formation of austenite and to an increase in the amount of structural component capable of transformation, and therefore the tendency of the steel to become coarse-grained decreases. In austenitic chromium-nickel and chromium-manganese alloys, nitrogen increases the stability of austenite and can partially replace nickel; at the same time, the yield strength and tensile strength increase, as well as the mechanical properties when heated. Nitrogen, together with other alloying elements, can refine grain in cast alloys. Grain refinement under the influence of nitrogen becomes especially noticeable in steels sensitive to overheating.
Development of new branches of technology, as well as intensification of existing processes of physical and chemical technology The production of materials and products requires a sharp increase in the quality of the metal, the level of service characteristics and the reliability of products.
Considering the increasing shortage of the most important alloying elements (nickel, chromium, cobalt, tungsten, molybdenum, etc.), leading steel manufacturers believe that the main direction is to increase mechanical and physical properties steel and reducing the weight of structures there will be a transition to ultra-pure carbon and low-alloy steels or steels alloyed with non-deficient elements at higher effective use possibilities for controlling the structure and properties of steels through microadditives and temperature and deformation treatment.
One of the promising elements for alloying and microalloying steel is nitrogen. This is an accessible and completely scarce material. Nitrogen, with its widespread availability and low cost, is a strong austenite-forming element and is effectively used in the production of economically alloyed steels for various purposes.
Low-alloy nitride-hardened steels typically contain 0.010 to 0.040% nitrogen, while high-alloy metals may have nitrogen concentrations in excess of 1%.
For alloying with nitrogen, any material that contains nitrogen in sufficient quantities and is capable of dissolving in liquid metal can be used. Due to their low cost and simplicity, nitrogen alloying methods are known that are based on blowing the melt with nitrogen gas.
Therefore, alloying steel with nitrogen to obtain stable austenite and its strengthening is currently becoming increasingly widespread. However, alloying steel with nitrogen presents some difficulties, since in order to evaluate the behavior of nitrogen at various stages of the steelmaking process, it is necessary to have reliable data on solubility, dissolution rate and conditions of interaction of nitrogen with other components of the melt.
The relevance of the problems lies in determining the possibility of predicting the solubility of nitrogen in metal melts depending on their chemical composition, temperature, partial pressure of nitrogen in the gas phase, as well as the need to know the kinetic characteristics of the process as a function of the conditions of the smelting process and after-furnace processing of steel.
A promising method is the alloying of steel with nitrogen gas during its out-of-furnace processing in a ladle. The method is simple and economical and allows you to accurately predict the nitrogen content in the metal.
But the hydrodynamics of the liquid phase have a great influence on the assimilation of nitrogen by steel. In this regard, it is necessary to conduct research in laboratory and industrial conditions for determining necessary conditions and purge parameters.
Nitrogen in the form of impurities in steels causes non-trivial and even extraordinary changes in their properties.
In particular, this statement refers to the unusual combination of yield strength and fracture toughness. The first study of the mechanical properties of nitrogen steels was probably by Andrew |1|, who obtained Fe-N samples and discovered an increase in the yield strength caused by the introduction of nitrogen and the effect of nitrogen austenitization. Fresher and Kubisch |2| were the first to discover that with increasing nitrogen content, an increase in the yield strength of austenitic steels is accompanied by the expected decrease in strength.
In fact, this fact meant that nitrogen steels represent a new promising class of structural materials. More recently, several studies have also shown that nitrogen in steels can improve fatigue life, low- and high-temperature strength, mechanical hardening, and wear resistance.
Currently, high-strength transition-class chromium-nickel steels (09Х15Н8У, 07ХХ16Н6, 10Х15Н4АМЗ, 08Х15Н5Д2Т, etc.) are used in industry. Their disadvantage is that they contain scarce nickel.
New high-strength nickel-free steels of this class have been developed: 10Kh14AG6, 10Kh14AG6F, 10Kh14AG6MF, 10Kh14AG6D2’M, etc. (A.S. USSR No. 771180, 789626, 996505). They open promising direction in the creation of transitional steels. There is no information about the use of these steels in foreign and domestic practice.
The microstructure of the developed steels is low-carbon lath martensite and metastable austenite, which transforms into martensite under loading. Depending on the specific conditions operation, due to alloying and processing, the amount and degree of stability of austenite changes and, accordingly, the level of mechanical and service properties is regulated. After heat treatment, including hardening (normalization) from 1000 °C and tempering at 200 °C, new steels have good combination mechanical properties. More high level strength while maintaining good ductility and impact toughness is achieved after stepwise hardening with exposure in the range of 100-400 “C (Table 4). Comparative tests for resistance to shock-cyclic loading, simulating the operating conditions of the plates of ring valves of compressors, showed that steel 10Kh14AG6MF has a 1.5-2 times higher level of this characteristic than the well-known chromium-nickel steel 09Kh15N8Yu.
Pilot tests of plates of ring valves of high-pressure compressors - 320/320, operating on the compression of a nitrogen-hydrogen mixture during the production of ammonia at the Slantsekhim Production Association, showed that the durability of plates made of new steel 10Kh14AG6MF is 1.1-1.2 times higher than from steel 10X15N4AMZ (VNS-5), and 1.8 times higher than that of 40X13.
Nickel-free transition-class steels in some cases can successfully replace more expensive nickel-containing steels 111].
Reference: the transition class of metals includes alloys that form both austenitic and martensitic phases.
In industry, the most widely used austenitic steel is 12Х18Н9Т steel. Unfortunately, it is used not only in cases where the failure of parts is due to corrosion, but also when the cause of destruction is cavitation and wear.







